
Печи оплавления припоя
Остальные печи конвекционного оплавления припоя Вы можете просмотреть в нашем каталоге. Конвекционная линейная печь оплавления припоя, серия E. Измеритель температурного профиля, K2.










Конвекционная печь ATCO PRO камерного типа, для оплавления припоя с возможностью пайки в воздушной среде или среде азота, занимает площадь рабочего пространства х мм. Эта модель была разработана для пайки самых сложных схем и печатных плат, в том числе плат с компонентами с высокой теплоемкостью и керамических сборок. Модель PRO очень гибкая печь с точки зрения настройки профиля оплавления. Герметичная камера нагрева воздуха позволяет наращивать температуру со скоростью до 4 градусов по Цельсию в секунду. Программное обеспечение позволяет настраивать до 10 зон в одном профиле. Уникальная настройка профиля в режиме реального времени on-the-fly позволяет создать и оптимизировать процесс оплавления за один раз.
- Имеет 5 независимых PID-контроллеров, которые управляют температурой в каждой зоне нагрева независимо друг от друга. Оснащена сетчатым конвейером.
- При выборе печи в первую очередь необходимо определить длину рабочей зоны. Она будет зависеть от производительности сборочного оборудования.
- Один из главных этапов поверхностного монтажа — конвекционная пайка требует наличия нужного оборудования, а именно — камерных или конвейерных печей оплавления.


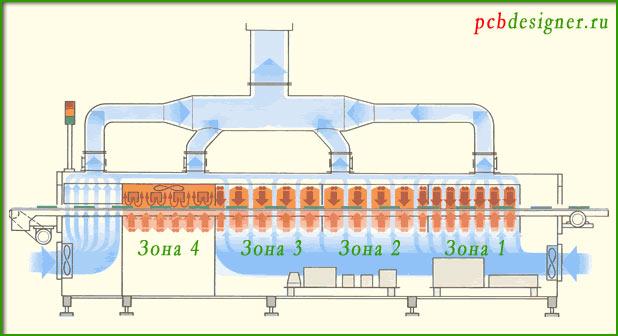










Добавить в сравнение. Печи оплавления припоя — оборудование, которое используют для пайки компонентов методом оплавления для их последующего монтажа к печатным платам. В продаже есть несколько видов таких приборов: инфракрасные, конвекционные и комбинированные. Их классифицируют на камерные и туннельные конвейерные. У камерных устройств каждый этап пайки происходит в одной камере, температура регулируется изменением мощности нагревателей. В конвейерных моделях детали перемещаются по тепловым зонам, в каждой из которых значения температур разные, а мощность — постоянная.








